
Conventional Nondestructive Testing
Visual Testing
 Visual inspection is one of the most common and most powerful means of non-destructive testing. Visual testing requires adequate illumination of the test surface and proper eyesight of the tester. To be most effective visual inspection does however, merit special attention because it requires training (knowledge of product and process, anticipated service conditions, acceptance criteria, record keeping, for example) and it has its own range of equipment and instrumentation. It is also a fact that all defects found by other NDT methods ultimately must be substantiated by visual inspection.
Visual inspection is one of the most common and most powerful means of non-destructive testing. Visual testing requires adequate illumination of the test surface and proper eyesight of the tester. To be most effective visual inspection does however, merit special attention because it requires training (knowledge of product and process, anticipated service conditions, acceptance criteria, record keeping, for example) and it has its own range of equipment and instrumentation. It is also a fact that all defects found by other NDT methods ultimately must be substantiated by visual inspection.
While visual inspection is limited to materials surface-only examination, it often detects the most damaging defects. Visual inspection (abbreviated “VT’) by the American Society for Non-destructive Testing (ASNT) of welded components requires inspectors to have a broad knowledge of many technologies, including welding, destructive testing, non-destructive testing and metallurgy, as well as the correct terminology for each.
Purposes and Techniques of Visual Testing (VT)
The main aim of non-destructive testing, including visual testing (VT), is to evaluate the presence of surface discontinuities in structural parts and components. A great advantage of non-destructive testing methods is that NDT does not permanently alter or cause damage to the test piece being inspected.
Conventional Nondestructive Testing (NDT) describes a process in which welds, materials or equipment can be examined for various types of discontinuities such as cracks, weld discontinuities, corrosion, or wear that does not require the destruction of the component being tested.
Non-destructive testing has become a widely used solution for numerous types of industrial projects in the manufacturing, construction, plant operation and other engineering sectors. There are many different NDT methods available, each of which has both advantages and disadvantages. Our NDT team provides qualified inspectors with the capability to choose the right method to solve the inspection or testing challenge that any industrial project might face. As a result, you can be sure of both safe operation and improved quality while reducing overall costs. We perform shop or field inspections wherever required to any codes, standards or customer specification.
Liquid Penetration Testing

Liquid penetrant testing (PT) is a non-destructive testing method, which is a valuable tool for detecting open-surface discontinuities, primarily cracks, overlaps, bonding flaws, and surface porosity.
It can be used to inspect metals, plastics, and ceramics, provided that the surface is not porous. There are two penetrant testing techniques: using fluorescent dye or non-fluorescent (visible) dye.
Penetrant testing (PT) is based upon capillary action by using different low surface tension fluids. First, penetrant is applied to the test component to be inspected. Irrespective of the force of gravity, the fluid penetrates into surface-breaking discontinuities and surface cracks owing to capillary action, then the excess penetrant is removed, and a high-porosity developer is applied. The applied developer absorbs the penetrant present in the cracks so that discontinuities become visible.
Factors Affecting the Effectiveness of Penetrant Testing (PT)
Particular care must be paid to the proper preparation and pre-cleaning of the surface to be tested in non-destructive inspections, including liquid penetrant testing (PT). In addition, several factors can affect the effectiveness and accuracy of penetrant testing, such as test time, including penetration dwell time and development time, test material, and the temperature of the test surface.
As regards penetrant testing (PT), it is important to point out that particular care must be paid to the penetrant and developer to be used, as some of them may be detrimental to the test material.
Our inspectors always use suitable penetrants thanks to their high-level professional competency; thus, our customers can be sure that all inspection is conducted in accordance with the highest standards and with maximum efficiency.
Magnetic Particle Inspection
Magnetic particle inspection (MT) is a non-destructive testing method, which is based on the following physical principle:
- The magnetic lines of force spread out in different ways in ferromagnetic materials subject to inspection.
- So-called local poles form at the discontinuities in the material to be inspected; fine-grained magnetic particles sprinkled on the test surface cluster at the cracks, thus forming a visible indication of surface and slightly subsurface discontinuities.
- Fluorescent or visible (non-fluorescent) magnetic particles can be used in magnetic particle testing (MT), depending on the testing conditions.
The following methods can be applied in magnetic particle testing (MT):
- Magnetization by using a hand yoke;
- Current flow technique;
- Magnetization by using conductors;
- Coil shot technique.

Magnetic particle testing is used to detect surface and slightly subsurface volumetric and planar discontinuities. Magnetic particle inspection (MT) is particularly useful for detecting crack-like discontinuities. A great advantage of this method is quickness; it gives immediate indications of defects.
The inspection of high- or low-temperature parts is not a problem in magnetic particle testing (MT), and this method can be used for detecting different defects, primarily crack-like defects, even through a thin coating, provided that the surface to be inspected is uncontaminated.
In addition to the above listed advantages, magnetic particle inspection (MT) also has disadvantages. One of its main disadvantages is that this testing method is restricted to ferromagnetic materials. Its major disadvantage is that subsurface defects can only be detected under specific conditions and with the use of specific tools.
Our highly qualified inspectors have gained extensive experience in conducting magnetic particle testing (MT) in different offshore and onshore installations.
Our inspectors strive for maximum accuracy in conducting each test, including magnetic particle testing (MT), thus they prepare test pieces according to the given testing conditions before a test is initiated.
As regards magnetic particle inspection (MT), the test surface must be clean to metal and free from greasy and oily impurities, as properly prepared surface contributes to the precise detection of defects.

Ultrasonic Thickness Gauging
Ultrasonic Thickness Gauging is a method of performing non-destructive gauging (measurement) of the local thickness of a solid element (typically made of metal) based on the time taken by the ultrasound wave to return to the surface. This type of measurement is typically performed with an ultrasonic thickness gauge. We offer on-site thickness gauging services for assessing corrosion in process plant, piping and equipment. We are equipped with state of art ultrasonic thickness gauges having the latest through coat technology where removal of paint from the surface is not required.

Ultrasonic Testing
Like other non-destructive testing methods, ultrasonic thickness testing is conducted without causing damage to test materials.
In ultrasonic thickness testing, ultrasound is transmitted into the test piece, it propagates through the test material in the form of waves, and, reaching an acoustic boundary, ultrasonic waves are partly reflected back and the remainder of them continue to pass through.
The distribution of the reflected and transmitted sound energy is affected, inter alia, by the degree of the acoustic hardness of the materials on the two sides of an acoustic boundary, incident angle, and the type and frequency of the applied ultrasonic waves.
Applications and Process of Ultrasonic Thickness Testing
The thickness of any material through which ultrasound is able to propagate at a given speed, approximately at constant speed of sound, can be measured, however there are materials which cannot be measured by using this testing method, as large-scale scattering and attenuation of ultrasound make it impossible to obtain accurate measurement results.
Our qualified inspectors select the non-destructive testing method most appropriate to the test material and the properties to be tested.
Different thickness testers are used for testing properly prepared surfaces in ultrasonic thickness testing. Such equipment produces ultrasonic waves necessary for testing and, fitted with an appropriate transducer and by using couplant, can detect the reflected ultrasonic signals.
Appropriately, calibrated gauges used in ultrasonic thickness testing enable the accurate detection and measurement of the location of the reflecting surface that causes the reflection of ultrasonic waves and the amount of reflected ultrasound energy.
We are equipped with state of art digital flaw detectors and our technicians are well qualified, certified for reliable & faster inspection.
Eddy Current Testing
Pro Partners has advanced its capability by adding the latest Eddy Current Array (ECA) technology. It’s portfolio of services. The technology can be split up into two main fields of application, Eddy Current Array Surface Testing and Eddy Current Array Tube Testing. The surface applications of ECA technology are numerous, ranging from weld inspection on pressure vessels and pipes to corrosion mapping.
Eddy current arrays (ECA) are an extension of conventional Eddy Current Testing (ECT). They consist of arrays of coils that activate in sequences in order to eliminate interference between them. The array slides on top of surfaces, offering an overall wider coverage and increased sensitivity to defects compared to ECT. The Eddy Current Array technology is able to not only detect surface-breaking defects but to some degree also subsurface defects. ECA probes can even be shaped to match unusual geometries. This allows for single-pass scanning of geometries that are particularly challenging to traditional inspection technologies.
Pro Partners uses ECA technology primarily as an alternative to other surface inspection techniques when conducting operations in industrial sectors such as oil, gas, petrochemical, power generation, heavy equipment and mining. Eddy Current Array’s works particularly well as a supplement to ultrasonic testing (UT) and phased-array UT as both these technologies suffer from shortcomings when it comes to detecting near-surface defects.
ECA TUBE INSPECTION
Tube inspections are a common occurrence in the oil, gas, petrochemical and power generation industry and Eddy Current Array Tube Testing is used in inspections to identify tube conditions that affect short-term reliability and require immediate maintenance actions.
The most common defects found during tube inspections are inner and outer-diameter pitting and corrosion, circumferential and longitudinal cracks, metal loss, erosion and fretting. It is important to find such defects before tubes begin leaking, as they cause pressure drops inside the equipment, eventually leading to lower performance and even critical failure.
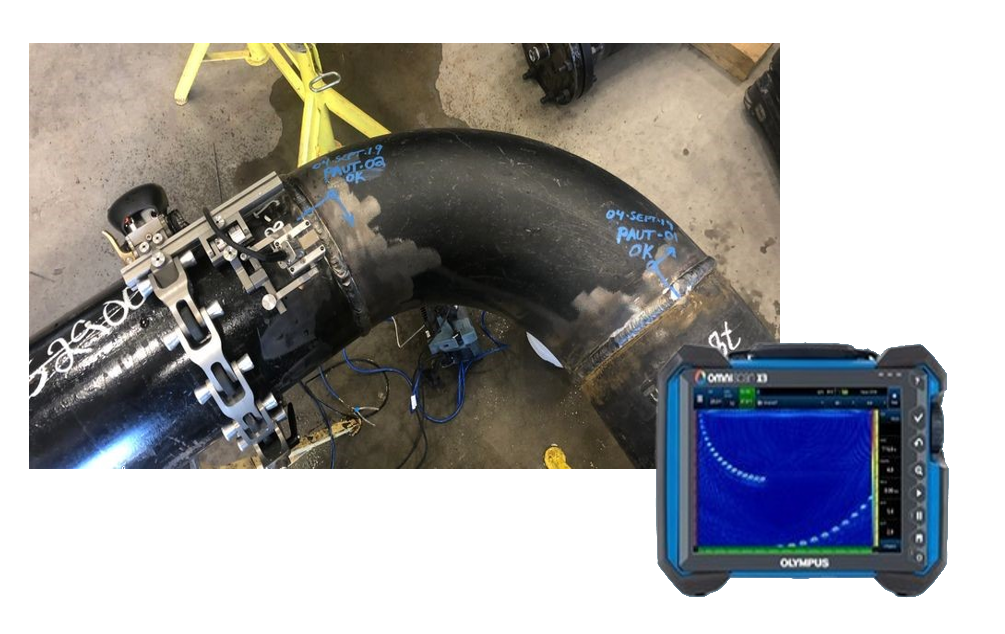
Phased Array Ultrasonic Testing
Phased Array Ultrasonic Testing (PAUT) is an advanced non-destructive examination technique that utilizes a set of ultrasonic testing (UT) probes made up of numerous small elements, each of which is pulsed individually with computer-calculated timing (“phasing”). When these elements are excited using different time delays, the beams can be steered at different angles, focused at different depths, or multiplexed over the length of a long array, creating the electronic movement of the beam. Phased array probes can be used manually in a free running mode scrubbing the surface of a component, attached to an encoder to record position, or mounted on a semi-automated or motorized scanner for optimum productivity. Using phased array probes in direct contact with the component, whether mounted on a hard wedge, a water delay line, or even inside a wheel probe, gives inspectors the ability to quickly scan large areas for corrosion, cracking, and other defects with high resolution. PAUT can be used to inspect almost any material where traditional UT methods have been utilized and is often used for weld inspections and crack detection.
Notable Advantages of PAUT
1. COVERAGE: By steering, focusing, and scanning the transducer beams, PAUT systems can be used to inspect large surface areas quickly with high resolution.
2. SPEED: Rapid coverage of larger surface areas means PAUT can typically be conducted more quickly than conventional UT.
3. ACCURACY: By emitting beams of multiple different angles sequentially, PAUT is able to create detailed and accurate cross-sections of an asset, thereby increasing the probability of detecting anomalies.
4. REPEATABILITY: PAUT can easily be used for repeat scans due to its high degree of accuracy and consistency.
5. FLEXIBILITY: PAUT has proven to be an effective technique for inspecting more complex geometries such as elbows, bends, and nozzles. PAUT is also particularly useful in situations where there is limited access for mechanical scanning because it’s able to sweep the beam without moving the probe.
6. SAFETY: Using a semi-automated or motorized PAUT scanner avoids exposing inspection personnel to potentially dangerous environments. Moreover, PAUT is an effective alternative to radiographic testing, eliminating the safety hazards associated with radiography.
Disadvantages of PAUT
1. COST: Compared to conventional ultrasonics, PAUT may require a greater initial investment in equipment and experienced technicians, however, these costs are frequently offset by the increased flexibility and a reduction in the time required to perform a given inspection.
2. TRAINING: PAUT often requires additional operator training to ensure the effectiveness and accuracy of the inspection results
Industry Applications
1. Weld inspections (pressure vessels, piping, and tubing) Crack detection (HIC, SOHIC, and SCC)
2. Inspecting composite materials
3. Corrosion mapping
4. Flaw sizing for remaining life calculations



